Esperar para reemplazar la empaquetadura en el servicio de la bomba centrífuga puede provocar tiempos de inactividad y problemas de seguridad.
Las empaquetaduras de compresión o empaquetaduras de cordón han estado presentes desde los inicios de la revolución industrial y aún se utilizan ampliamente en los tipos de equipos donde se requiere un sello de caja de empaquetadura para evitar la pérdida de fluidos del proceso al ambiente. Aunque con el tiempo surgieron soluciones de sellado avanzadas para aplicaciones rotativas, como los sellos mecánicos, la empaquetadura de compresión sigue siendo una herramienta industrial importante.
Presión en la caja de empaquetadura
Un sello de empaquetadura de compresión se establece instalando el conjunto de anillos de empaquetadura en la caja de empaquetadura (ver Figura 1). Luego, se aprieta la prensaestopas en la parte posterior de la caja de empaquetadura para comprimir el empaquetadura entre el eje y la pared de la caja de empaquetadura. Una vez comprimida, la empaquetadura se expande, ejerciendo una fuerza radial hacia los lados de la caja de empaquetadura y contra el eje.
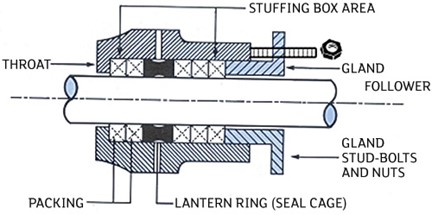
Figura 1. Empaquetadura en una caja de empaquetadura (Gráficos cortesía de FSA)
Los lubricantes incorporados se liberan de la empaquetadura a medida que se aplica presión en la prensaestopas. Estos lubricantes son particularmente importantes durante el arranque del equipo.
Eventualmente, el fluido del proceso o un fluido de lavado externo asume la función lubricante de la empaquetadura y proporciona una película continua de fluido para reducir la fricción. El calor se disipa a través del eje, la empaquetadura, la carcasa de la bomba y el fluido del proceso.
Los lubricantes incorporados se pierden gradualmente durante la operación de la bomba, lo que a menudo requiere ajustes adicionales de la prensaestopas. La presión en la prensaestopas se regula para proporcionar la lubricación óptima para sellar y evitar el sobrecalentamiento. Con el tiempo, la pérdida del lubricante y el desgaste de los anillos de empaquetadura contribuyen a una disminución gradual de la eficacia, lo que lleva a la necesidad de reemplazar la empaquetadura.
Material de empaquetadura
La elección del material de empaquetadura afecta los costos operativos de las bombas centrífugas, pero se sabe poco sobre la relación. La Asociación de Sellado de Fluidos (FSA) y la Asociación Europea de Sellado (ESA) comenzaron a abordar esta falta de datos desarrollando métodos de prueba estándar de la industria para arrojar luz sobre cómo se comporta la empaquetadura.
El acrónimo "STAMPS" puede utilizarse para recordar consideraciones clave que pueden determinar qué material y construcción de empaquetadura deben seleccionarse:
S (Size) Tamaño: ¿Cuáles son las dimensiones de la caja de empaquetadura?
T Temperatura: ¿Cuál es la temperatura del medio?
A Aplicación: ¿Qué tipo de equipo es?
M Medio: ¿Qué medio se está sellando?
P Presión: ¿Cuál es la presión interna que se está sellando?
S (Speed) Velocidad del eje: ¿Cuál es la velocidad superficial del eje?
Fallo del empaquetado de compresión
Un error común es la tendencia a maximizar el tiempo de servicio del empaquetado hasta un punto percibido de fallo antes de reemplazarlo. Definir el fallo es más una cuestión de opinión que de ciencia.
Los signos de que el empaquetado ha fallado incluyen un aumento en la fuga, humo en la caja de empaquetadura o fuga no controlada en la prensaestopas.
Los operadores conscientes de la seguridad mantienen el servicio de la bomba y reemplazan el empaquetado a intervalos regulares. Sin embargo, no existen criterios comunes para determinar la frecuencia de reemplazo o relacionarla con el material de empaquetadura. El tiempo de ciclo de reemplazo aceptable depende en gran medida de la aplicación, el equipo y el empaquetado.
La confusión ocurre debido a la naturaleza indulgente del empaquetado de compresión. La operación de la bomba no se ve afectada hasta que el empaquetado falla. Debería ser reemplazado mucho antes de que esto ocurra. Para cualquier tipo de empaquetado, los costos operativos son relativamente fijos cuando está funcionando correctamente. A medida que el rendimiento se deteriora, los aumentos en los costos operativos son mucho mayores que el costo inicial del juego de anillos de empaquetado.
Basado en la forma en que funciona el empaquetado, tres factores afectan los costos:
- Pérdida de potencia, abrasión del eje/camisa y desgaste del material causados por fricción.
- Tasa de fuga de fluido de lavado externo desde la caja de empaquetadura para disipar el calor causado por la fricción.
- Mano de obra para ajustar la presión de la prensaestopas para mantener una tasa de fuga mínima desde la caja de empaquetadura.
La mejor práctica es monitorear los cambios en la caja de empaquetadura y reemplazar el empaquetado antes de que los costos aumenten. Hay muchos costos, y dependiendo de cada aplicación, cualquiera de estos costos podría ser el más significativo. Por ejemplo, el costo de la pérdida de producto y la dilución del producto podrían ser mucho más altos que el consumo de energía o las pérdidas de agua de lavado, dependiendo de la ubicación y el costo de la mano de obra.
Signos de Fallo
Después de que la bomba y los sistemas auxiliares hayan alcanzado un estado estable, mida la temperatura en la caja de empaquetadura y registre la diferencia con la temperatura ambiente. Por ejemplo, si la temperatura ambiente es de 65°F y la caja de empaquetadura es de 110°F, la diferencia de referencia operativa es de 45°F.
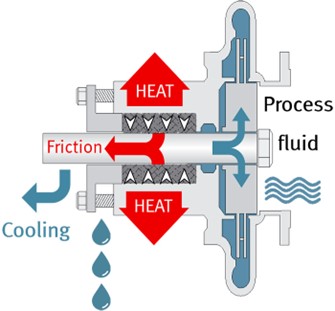
Figura 2. Ruta de disipación de calor
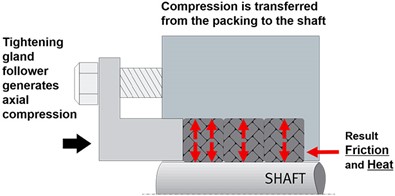
Figura 3. Fuerzas de sellado y empaquetadura
Mida la tasa de goteo desde la caja de empaquetadura en gotas por minuto y registre también ese valor. Con el tiempo, los operadores ajustarán el seguidor de la prensaestopas para mantener esta tasa de goteo. Ahora es más fácil identificar los signos de que el empaquetado está fallando y necesita ser reemplazado, y pueden incluir cualquiera de los siguientes:
- La tasa de goteo de referencia ya no se puede controlar mediante ajustes normales del seguidor de la prensaestopas.
- La diferencia de temperatura entre la caja de empaquetadura y el ambiente aumenta drásticamente en comparación con la lectura de referencia tomada cuando se instaló el empaquetado por primera vez (+25 por ciento).
- El empaquetado está extruyéndose desde la parte trasera de la bomba.
- La bomba se detiene para mantenimiento y el empaquetado muestra signos de que el material se está volviendo duro o quebradizo.
Siguiendo estos simples pasos y reemplazando el empaquetado, se puede mejorar el rendimiento y ahorrar dinero al evitar la pérdida excesiva de potencia y fluido de proceso. Ya no será necesario realizar ajustes adicionales en la prensaestopas ni extender la vida útil del eje/camisa.
Fuente:
por Carl H. Jones (Miembro de FSA)
Traducido del artículo de PUMPS & SYSTEMS
22/05/2015